 Balustrady nierdzewne i kute J&W Paluch
Arynów 8, 05-300 Mińsk Mazowiecki
509 165 758
slusarskizaklad@gmail.com
Balustrady nierdzewne i kute J&W Paluch
Arynów 8, 05-300 Mińsk Mazowiecki
509 165 758
slusarskizaklad@gmail.com
Autor:
inż. Kamil Paluch
www.uslugispwalnicze.jimdo.com
Podstawy
Spawanie nierdzewki TIGiem jest dość wymagające jednak każdy po krótkim spraktykowaniu może dać radę z prostymi elementami.
Po pierwsze, stal nierdzewną spawamy metodą TIG w osłonie argonu. Powierznie spawane muszą być dokładnie osuszone, odtłuszczone i wolne od zabrudzeń, każda niedoskonałość na powierzchni powoduje
złe układanie się spoiny, powstawanie kraterów. Te zasady są wspólne dla wszystkich metod spawania
Po drugie elementy muszą do siebie ściśle przylegać, szpara nie może przekraczać 1-2. Oczywiście taką szparę da się zaspawać TIGiem jednak wymaga to dużego doświadczenia.

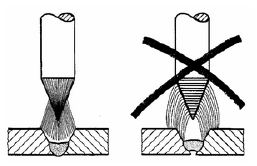
Prawidłowo wykonany spaw na stali nierdzewnej.
Brak nieciągłości, brak kraterów. Odstępy między kolejnymi dodaniami materiału równe.
Parametry spawania
Podstawowe parametry spawania to:
Natężenie prądu 5A-300A
Przepływ gazu 5-20 l/min
Rodzaj prądu stały-zmienny
Post time 0-5s (wydłuzony czas wypływu gazu)
Typ elektrody
Wybór elektrody jest bardzo ważny, gdyż nawet przy dobrze ustawionych parametrach zła elektroda może zepsuć nam cały spaw, i szybko się poddamy gdy nie będzie nam on wychodził.

Do podstawowego spawania używamy dwóch elektrod
Czerwona- stal nierdzewna
Zielona- aluminium
Opis spawania
Elektroda do spawania TIG -przygotowanie
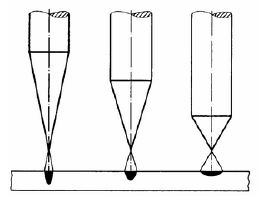
Stal nierdzewną spawamy prądem stałym, elektrodą nietopliwą wolframową. Elektroda musi być dobrze zaostrzona, najlepiej aby kierunek ostrzenia był do czubka elektrody, wtedy łuk jest bardziej stabilny. Prąd dobieramy w zależności od grubości spawanych elementów.
Kąt naostrzenia elektrody ma wpływ na głębokość i szerokość przetopu.
Poniżej grafika przedstawiająca tę zależność:
Dobór parametrów spawania
W przypadku elementów o ściance grubości 2mm prąd optymalny to od 70A do 100A. Najlepiej przed spawaniem właściwego elementu spróbować pospawać elementy o tej samej grubości na próbę, i dobrać najlepszy prąd. Wypływ argonu ustawiamy optymalnie na 12-15 l/min. Post-time na początek przygody ze spawaniem TIGiem należy ustawić na 0s, nie będzie nam to potrzebne.
Kładzenie spawów
Spawy kładziemy najpierw punktowo w kilku miejscach, tak aby uniknąć ściągania, po czym pogrubiamy spawy/dajemy nowe grubsze/spawamy na całej długości. W przypadku np. przyspawywania rury do blachy, spawy punktowe należy dawać przeciwlegle, w kolejności 0, 180, 90, 270 w metodzie krzyżowej (liczby to stopnie punktów na okręgu w których kładziemy spaw) lub 0, 180, 60, 240, 120, 300.
Nierdzewka jest bardzo podatna na przegrzanie, zwłaszcza przy spawaniu blach, dlatego kolejne spawy należy robić w odstępie czasowym, tak aby dać materiałowi czas na ostygnięcie, inaczej blacha
bardzo mocno się powykrzywia.
Spawy można robić z dodawaniem drutu lub bez. Drugi przypadek jest możliwy tylko gdy elementy ściśle do siebie przylegają, i spoina nie musi wytrzymywać dużych obciążeń. Spoina jest wtedy
estetyczniejsza, wprawiony spawacz potrafi położyć ją tak że praktycznie nie widać że coś w tym miejscu było spawane. Gdy elementy nie przylegają ściśle lub od spawu wymagana jest wytrzymałość na
obciążenia/skręcanie/ścinanie należy dodać drut. Grubość drutu także jest zależna od grubości elementów spawanych, co też najlepiej spraktykować przy spawie próbnym. Do elementów grubości 2mm
idealny jest drut 0,7mm.
CZYTAJ DALEJ ----> OBRÓBKA SPAWÓW NIERDZEWNYCH
Jeśli artykuł okazał się pomocny proszę o komentarz i lajka po prawej stronie.
W komentarzach można zostawiać pytania, na pewno na nie odpowiem.
